
Has production ever been halted due to dark spots on your tablets? If you answered yes, you're not alone. Dark spots are a common defect that arise during the tablet manufacturing process and determining their primary cause can be difficult. In this article, we'll discuss how to determine if the dark spots in your tablets are a result of one of these common causes:
- Punch lubrication in the powder
- Scorched material
- Improper tablet press set-up
The Location of the Dark Spot
The first step in troubleshooting the cause of dark spots is to evaluate where the spots are located on the tablets. If the dark spots are only seen on the upper tablet face, it is likely the defect is a result of contaminated material, e.g. punch lubricant or scraped material from the bottom of the feeder.
When spots are present on the lower face of the tablet or around the tablet band, it is often scorched material from within the die bore or from the punch tips. Additionally, a tablet should be split to verify if the spots are throughout the tablet. If there are dark spots present in the interior of the tablet, it is likely the result of an upstream process issue during powder preparation, such as blending. If the dark specks are only observed on the tablet faces (upper or lower), one of the following troubleshooting methods can mitigate the problem.
1 – Punch Lubrication in the Powder
One of the most common causes of dark spots are the result of a contaminant, typically tooling lubricant such as oil or grease, being transferred to the powder (see Image 1). It is critical to have lubrication on the punch heads and barrels to maintain satisfactory operating conditions. Adhering to the recommendations for lubricant as supplied by the tablet press manufacturer is strongly advised. If the lubricant is of an inadequate viscosity or is used in excess, the chances of spots within the tablets increase. Guide seals in the turret should be in optimal condition to restrict punch barrel lubricants from entering the compression zone. If guide seals are not supplied in your turret or if the problem persists, dust cups must be utilised to capture and contain excess lubricant. The cups also deflect dust from within the compression zone away from the punches.
2 – Scorched Material
Another common cause of dark spots on tablets is a result of scorched material that flakes off during manufacturing and finds its way into the powder fill. Scorching occurs when small particles migrate in-between the punch tip and the die bore thus generating additional friction and heat resulting in product build-up. The material flakes off during punch movement and can then be seen around the perimeter of the tablet (see Image 2).

Image 2: Upper and lower punch diagram with excessive tip wear which results in dark spots around the outer edge of the tablet
Tooling vendors offer lower punch tip options to mitigate this issue. Double-deep reliefs and narrow tip width punch tips, as depicted in Image 3, are designed to clean out the die bore during the downstroke of the lower punch following tablet ejection. Although more common on worn tooling, new tools also run the risk of forming dark spots if the formulation contains excessive fines. Utilising special tip sizes and tolerances on the tooling allows for greater control over the amount of clearance between these critical components.
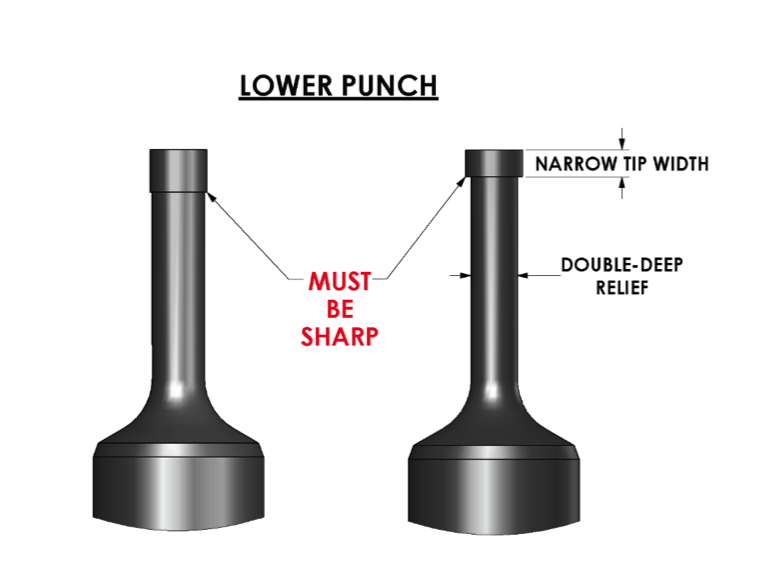
Image 3: Depicts the differences between a standard tip vs. a narrow tip width with a double-deep relief. It is required that all lower punches have a sharp relief for consistent, quality operation
3 – Improper Tablet Press Set-Up
Dark spots may also occur due to the improper set-up or adjustment of the feeder. All rotary tablet presses operate on the overfill principle where the dies are initially overfilled. During the weight adjustment phase, the extra fill is ejected from the die, swept away by a scraper, and recirculated back into the feeder. When the product is recirculated, the formulation is "damaged", and results in additional fines within the material. Minimising the amount of product that gets recirculated is crucial.
Proper press set-up plays a vital role in preventing dark specks from occurring in tablets. Confirm that the feed frame is positioned at the correct distance above the highest point on the die table. If not properly set, particles can become lodged in-between the feeder and die table, leading to scorched material on the tablets. Also, setting the feeder clearance at the correct location prevents contact between the feeder and the die table during press operation. The result of an incorrectly set feed frame is depicted in Image 4. Small amounts of ferrous metal from these components could scrape off when contact is made and end up on your tablets as dark spots. Metal detectors should be utilised to detect foreign material.
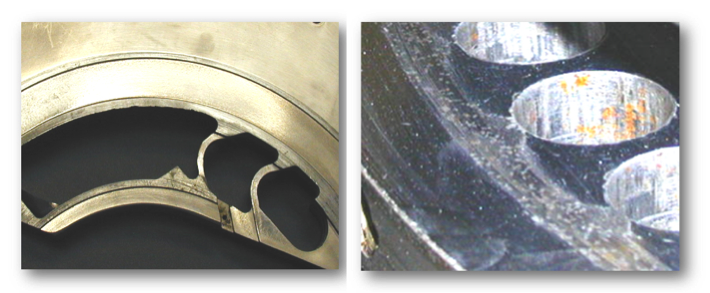
Image 4: Damaged feed frame and die table
Other Less Common Issues
There are instances where dark spots are a result of something far less common, but should be considered during the troubleshooting process. Poorly maintained or worn processing equipment can result in contamination. For example, sieves utilise mesh screens to control particle size distribution. The screens may deteriorate leading to contamination of the formulation, and must be inspected regularly. Blenders, used for processing powder, require bearings for general mechanical operation. If a bearing or seal is damaged, its lubricant may leak into the formulation, thus resulting in a contaminant that may be seen throughout the tablet. Ensure that all processing equipment is in good mechanical order prior to use to significantly reduce the likelihood of dark spots. If you're unable to ascertain the source of the problem, contact your tooling vendor for further assistance. In some cases, sending sample tablets and/or tooling for further analysis is an option as well.
Dark spots are a tabletting defect that no manufacturer wants to encounter. Understanding the primary causes of dark spots, whether as a result of lubrication in the powder, scorched material, or improper set-up, can help you to implement proactive solutions to produce high-quality tablets and reduce production downtime.
Article written by John Norman, mechanical drafter and designer for Technical Service Support at Natoli Engineering headquarters in St. Charles, MO.






