When it comes to manufacturing parenteral drugs, lyophilisation is considered by many to be a time-consuming and energy intensive process.
Nevertheless, it has long been used to preserve heat-sensitive products such as biologics or vaccines. Yet, with the increasing cost of energy and GEA’s overarching goals to be more environmentally friendly and reduce the company’s impact on the environment, improving the overall efficiency of the freeze-drying process has become an imperative.

An established and proven technique in the food industry, in applications such as snacks, ingredients, and dairy products, experts at GEA Lyophil are now bringing the benefits of radio frequency (RF)-assisted freeze drying to products destined for the bio/pharmaceutical market.
During initial research, GEA experts identified a critical bottleneck that significantly contributed to the freeze-drying process being a long and relatively inefficient one: the heat transfer from the temperature-regulated shelves of the plant into the product to be dried.
“As a result,” notes Thomas Beutler, Senior Director Lyophilization Technology Management, “we started to look at ways to overcome this rate-limiting step. Our investigations led us to the proven concept of using microwave radiation to accelerate drying processes.”
Since those early studies were done, the team in GEA’s technology centre in Hürth, Germany, has since made further progress and breakthroughs.
“Our aim now,” adds Thomas, “is to take some of the complexity out of the lyophilisation process, as well as making it less energy intensive and, as a result, cheaper to run.”
Previous experiments had revealed that, using a specially designed laboratory scale freeze-dryer to evaluate the possibilities of microwave freeze drying (MFD), time savings of 70% and more were possible (compared with a conventional system).
What’s new is the addition of two 250 W solid-state electronic radio frequency/microwave synthesisers that are hard-wired (by coaxial cables) via two independently controllable antennas into the machine chamber itself.
Linked by an amplifier and operating at a frequency range of 2400–2500 MHz, this novel approach eliminates the need to use the magnetrons in the base of the machine (that were previously used to create the microwave energy).
“The major difference is that we can control the phase and vary the frequency of the megahertz being applied to the product in the chamber, which you simply can’t do with the magnetrons used in, for example, a domestic microwave oven,” says Thomas. “It’s the same basic technology, but we’ve taken it to a higher level of sophistication.”
Although it has the same look and feel as our current equipment, we’re now using a closed-loop system to transmit, receive and control the microwave energy. A homogenous field is maintained by frequency and phase modelling, and only as much energy as is required is emitted (and subsequently consumed).
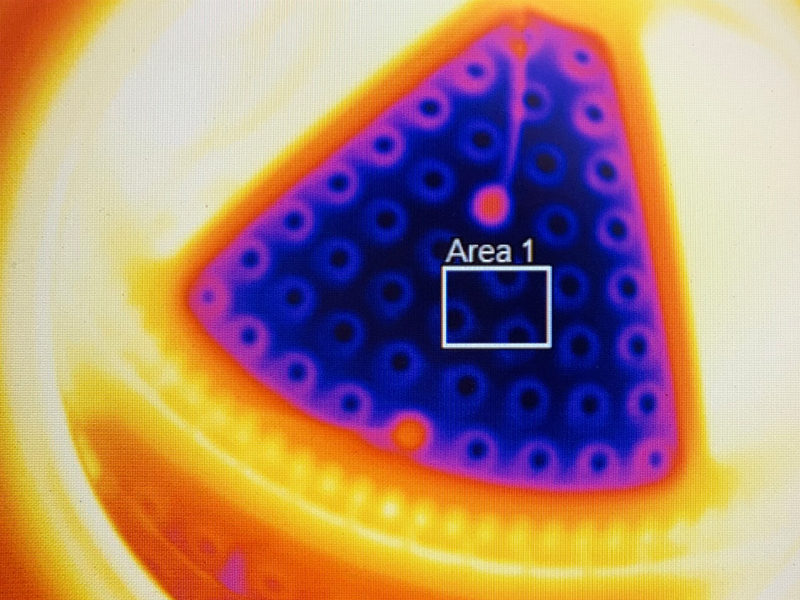
For each application, the optimal positions of the antennas will be defined by modelling and an infrared camera has been installed within the chamber to monitor the temperature of a complete tray. The upshot is that we can reduce drying times by up to 80% and still maintain the same quality output.
Another issue that had to be overcome when using magnetrons was the need to place a “water load” above the drying chamber to absorb any unused microwaves.
“Because the level of control was much less and the applied power might vary from 1000 to 4000 W, it was necessary to provide a heat sink within the machine. With the new setup, that’s no longer required,” notes Thomas. “And that’s a significant difference.”
Not only has GEA been able to dispense with the magnetrons in the base of the unit and the water container above the chamber, but the sizeable chiller that was previously required to process the cooling water has also been made redundant.
“Of course, we still need a condenser,” comments Thomas, “and a relatively small vacuum pump, but these upgrades have made the overall unit cheaper to manufacture.” Fundamentally, he adds, it wouldn't be possible to process and/or analyse the high-frequency signals with the water load in place. There would be too much interference.
A further benefit of removing the magnetrons is the elimination of so-called hotspots.
As anyone familiar with a household microwave oven knows, there can be issues with heat distribution during cooking. This is why a revolving turntable is built into domestic appliances!
With the LYONOVA, the risk of temperature discrepancies and/or hot and cold spots is prevented by varying the frequency or combination of microwaves being emitted between the two antennas.
A special recipe has been designed into the system and the differing frequencies ensure that any temporary heat inconsistencies are evened out by the end of the process. It's a significant advantage in terms of machine design, notes Dr Benjamin Ledermann, Expert, Freeze Drying Technology, GEA.
Product temperature monitoring
What distinguishes the LYONOVA from a conventional freeze dryer is the energy input system. For sublimation to occur (after freezing), you need energy to heat the product and, as a result, convert the ice to water vapour.
Using microwaves speeds this process up significantly. Of course, it’s no longer possible to use traditional temperature probes that contain metals such as copper. We’ve overcome this hurdle by introducing fibre optic sensors to directly measure the temperature.
And, for product development and optimisation, we have a fibre optic probe that sits within the vial. This low mass, low influence solution has, in trials, performed very well and we’re able to show customers that their product remains within acceptable temperature tolerances during the much-reduced drying times.
Take-home message
The concept of microwave freeze drying is not necessarily new. Prof. Gerhard Winter described it as a “promising approach to dramatically shorten drying times in vials” in 2018.
In accelerated stability studies, identical stability and similar physical characteristics were found using the technique. Similarly, MSD studies have shown an 80% reduction in drying times and faster drying cycle optimisation.
Of note, as well, no significant difference in HPO (hydroperoxide) content between traditionally processed and microwave-treated samples was detected in 13 different formulations.
The design and application advantages that GEA now offers include higher levels of efficiency, the fact that no chiller is needed and product temperature control by infrared camera. Furthermore, drying uniformity is ensured by periodic frequency changes on each antenna.
With a lab-scale version of the LYONOVA now available for internal evaluation and process optimisation activities at GEA’s Hürth, Germany, facility, anyone interested in running a feasibility study with their product is invited to get in touch.
“What’s important right now,” emphasises Jörg Küpper, Sales Manager, “is to get our technology into the laboratories and technical areas of pharmaceutical companies so they can develop products with these machines. By running tests and trials, we as technology providers can gain a lot of experience and knowledge that will benefit both us and our customers.”
The ultimate upshot would be to develop a process of continuous freeze drying that not only makes the production of life-saving drugs quicker and more cost-effective but also gets them to the patients who need them in a shorter timeframe.
Further reading
• www.sciencedirect.com/science/article/abs/pii/S0022354918303290.
• https://pubmed.ncbi.nlm.nih.gov/33469785/.







