
A common concern among would-be users of the ConsiGma coater is that it appears to employ a somewhat aggressive process that has the potential to damage the tablets being coated.
However, our experience with this revolutionary technology refutes this assumption. During customer trials with tablets that often experience breakage, chipping, edge erosion and other defects in traditional coating equipment, we’ve observed that these issues do not occur with the ConsiGma coater.
To confirm our observations, a study was done to evaluate the impact of each step in the coating process (dedusting, cascade formation in the coater and final coating) on tablets with friabilities ranging from 0–1%.
It is understood that, for coating, tablets should have a friability value of less than 0.3% and, preferably, less than 0.1%.1,2
The tablet cores consisted of a premixed placebo formulation: 99% (w/w) coprocessed lactose and cellulose Cellactose® 80, 0.5% (w/w) colloidal silica and 0.5% (w/w) magnesium stearate.
They were round and biconvex with a diameter of 9 mm and a mass of 250 mg. Seven different compression profiles were used to generate tablets of different hardness/friability levels (Table I).
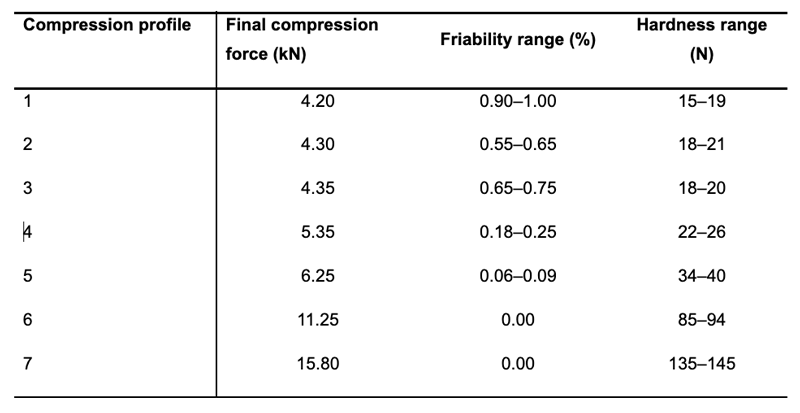
Table I: Seven different compression profiles were prepared for testing
For each compression profile, sufficient tablets were produced to generate two “standard” sublots of 3 kg to be coated (nominal weight of the standard load in the coater). The sublots were then handled according to the scheme defined in Figure 1.
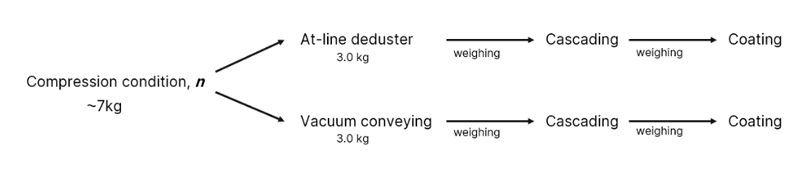
Figure 1: Experimental process train to coat the tablet cores
Experimental methodology
Dedusting: The dedusting process was included in this study to evaluate whether the vacuum conveying process — which is an inherent part of an integrated tablet press plus ConsiGma coater process train — could replace the traditional dedusting method.
Cascade formation: This was the next step to be evaluated. For this, the tablets were manually loaded into the coater, the coating process was started but subsequently interrupted just after the cascade was formed. All the tablets were then removed by habd from the coater for evaluation.
Coating: Finally, the coating process itself was evaluated. For this, the sublots were manually loaded into the coater and the coating process was started using a beige PVA-based Opadry II at standard conditions. For experimental purposes, all the coated tablets went through the cascade formation process twice, which is not the case in real-world situations.
Results and discussion
Dedusting: An initial review of the dedusting step suggested that vacuum conveying the tablets showed a slightly higher weight loss compared with a traditional deduster (Figure 2). Visual inspection of the tablets revealed that the main difference between the two methods was as follows.
Conventional dedusting results in the surface erosion of more friable tablets (friability >0.25%), whereas the vacuum conveying method was seen to cause more cuts in the edges.
The tablet faces were not affected by erosion. Overall, the vacuum conveyed friable tablets appeared better than the tablets that had gone through the deduster; they were less damaged and better dedusted.
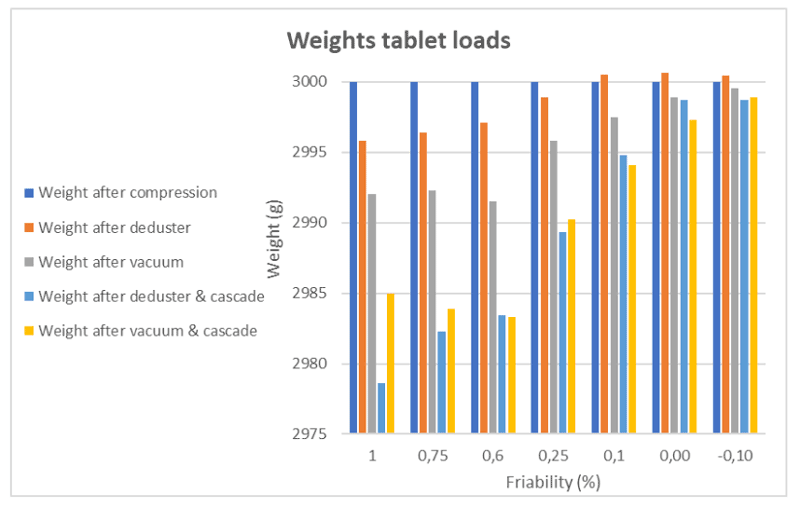
Figure 2: Weights of the tablet loads prior to and after dedusting, as well as after the cascade step
Cascade formation: For this process, the weight loss of the tablets that had undergone traditional dedusting was higher compared with that of those dedusted using vacuum conveying. This confirms that vacuum conveying is an effective dedusting method (see Figure 2).
Visual inspection of the tablets following cascade formation showed that the most friable tablets (friability >0.65%) exhibited more edge damage than after the dedusting process (either by deduster or vacuum conveying), but no tablets were broken (Figure 3).
If the friability was less than 0.65%, the edge damage was significantly reduced and even eliminated for tablets with a friability of less than 0.25%.
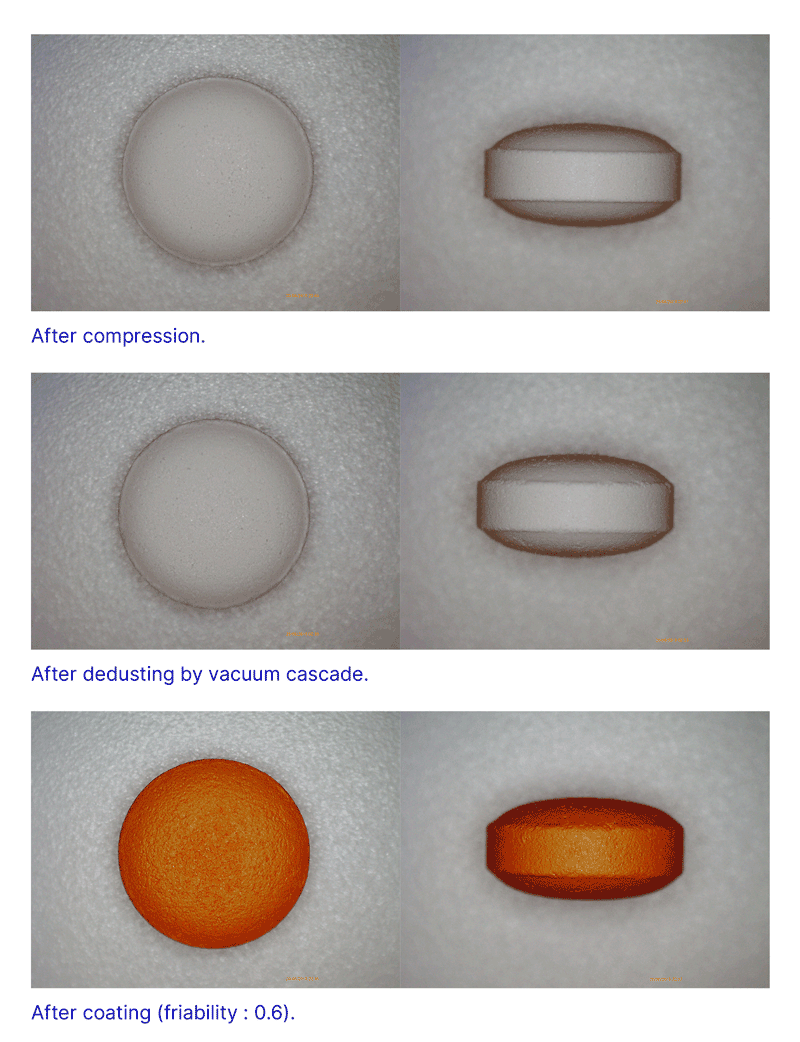
Figure 3: Images of tablets in the friability range 0.55–0.65 after each process step
This is the first indication that the ConsiGma® coater is capable of handling more friable tablets than what is normally considered to be acceptable for a coating process.1,2
It should also be considered that some of the damage may be derived from interrupting the process; this causes the cascade to collapse and some uncoated tablet cores to hit the spray lance as they fall. This would normally only happen after the tablets have been coated and are therefore more resistant to physical damage.
Coating: In general, and despite the poor quality of the most friable tablet cores, the coating was deemed to be acceptable (Figure 4).
For the most friable tablets — those without eroded faces — it was noted that the roughness of the surface(s) started to increase.
For those that already had eroded faces, the problem was amplified. The worn surface is even more sensitive to moisture so, during spraying, it takes up more moisture. Overall, though, no tablets were broken and they were all successfully coated.

Figure 4: Images of the most friable tablets (0.90–1.00%) after coating
In conclusion
Based on this very limited study, we can thus conclude that the notion that the ConsiGma® coater uses a very aggressive coating process is a myth … and that the belief that it cannot handle very friable tablets is debunked.
In fact, this research indicates that the ConsiGma® coater is even capable of processing tablet cores with a much wider range of friabilities than is normally recommended for coating steps.
References
1. S.C. Porter, “Preventing Film Coating Problems by Design,” Pharmaceutical Technology 40(2), 42–45 (2016): www.pharmtech.com/view/preventing-film-coating-problems-design.
2. M. Levina and C.R. Cunningham, “Effect of Core Design and Formulation on the Quality of Film Coated tablets,” Pharmaceutical Technology Europe 4(4), 29–27 (2005): www.colorcon.com/search/download/83/140/34.







