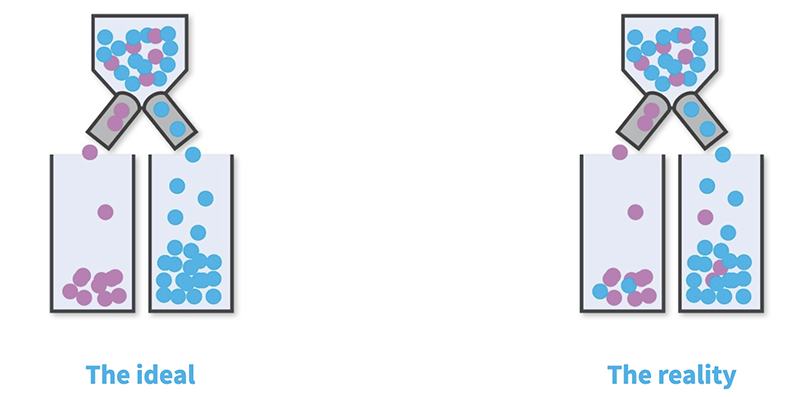
The ideal
The idea of inspection and sorting systems is to sort products unambiguously into groups according to classification requirements.
Ideally, inspection systems are a combination of fully adjustable hardware and software that can be configured to handle all types of products and to detect and eliminate all types of visual defects. In pharmaceutical production there are many types of defects (tablets, capsules, softgels, vials, syringes, …) and each product has its own appearance with unique visual defects.
Moreover, the requirements for the classification of visual defects are not standardised by the industry. For example, a certain colour variation of the product could be a defect for one company but not for the similar company across the street.
To address the user’s requirements, inspection systems often have a lot of parameters to set, which brings high risk of suboptimal or improper operation. For that reason, such complex inspection systems should be designed in a way to hide the complexity and make the technology easy to use even for non-experts. Perfectly designed inspection systems are adjustable for different products and defect types (flexible), capable of detecting defects accurately (sensitive) and, last but not least, intelligent to correctly distinguish defects from acceptable deviations (selective).
Expecting to achieve highest sensitivity and selectivity at the same time is where ideal meets reality.
The reality
Remember how annoying it is when a machine does not work as well as you expected?
The two most common reasons for disappointment in inspection technology are unrealistic expectations of sensitivity, i.e. the ability to detect defects, and selectivity, which is a fancy word for the ability to have a low reject rate of good products.
The most common misconception is that installing a system with a high-resolution camera makes inspection super sensitive and selective. However, the sensitivity of the inspection system depends on many parameters that are not always obvious. The optical parameter is not just the resolution, but also the camera noise, light homogeneity, lens distortion and so on. Moreover, there are more than just optical parameters in visual inspection systems. Stability and repeatability of mechanical handling of the product and correct image analysis are just as important.
A faulty or imperfect design in only one of the segments of the inspection system can lead to higher measurement uncertainty and thus lower detection rates and increase reject rate of good products. In addition, rejection rate is a compromise between sensitivity and susceptibility to errors, the selectivity. And because rejection means a direct loss of business, it is questioned daily in production processes.
Only when we try to optimise the production process we recognise the true value of the chosen inspection system.






