Romaco Tecpharm has announced its novel energy recovery system (ERS) for tablet coaters, which reduces thermal energy consumption by up to 50%.
Moreover, the temperature of the outlet air is significantly lower. An integrated energy monitor measures all consumption in real time and determines the precise energy saving potential.
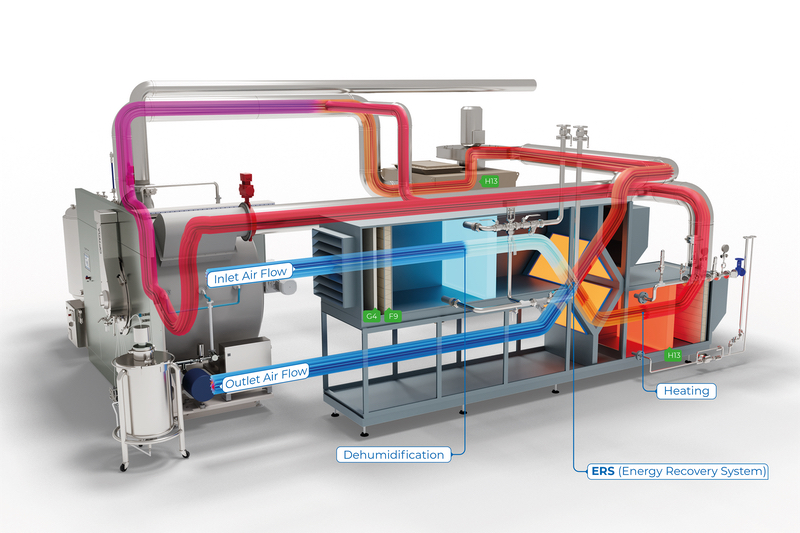
The technology is based on the recovery of waste heat generated during the coating process. A cross-flow plate heat exchanger is integrated into the tablet coater’s air handling unit (AHU) for this purpose.
The inlet and outlet air flows in this recuperative system cross in opposite directions without coming into contact.
To achieve this, the process air flows via separate air ducts which pass through the orthogonal plates of the ERS. The thermal energy is transmitted through these plates, whose rectangular shape guarantees homogeneous and efficient heat exchange.
This innovative form of energy recovery for tablet coaters is protected by a utility model.
An end to waste
The coating process gives rise to intensive energy consumption because the tablets have to be sprayed with liquid coating suspension and dried in parallel.
In order to dry the tablet bed, very hot and dry air introduced into the coater drum is guided through it. This causes the coating liquid to evaporate on the surface of the tablets, which are simultaneously coated with the solid particles in the coating suspension.
Very warm, energy-laden air flows out continuously as a result throughout the coating process. In most cases, this thermal energy simply goes to waste. For the first time, the energy recovery system developed by Romaco Tecpharm will put an end to intrinsic waste of this kind.
energy recovery system enables up to 50% savings in thermal energy ... a 20% reduction in the tablet coater’s total energy consumption
Energy saving in practice (case study)
In the following case study, the high-energy outlet air is not merely discharged and wasted, but recirculated at a temperature of 45 to 50°C via the plate heat exchanger of the ERS, where it heats the inlet air.
Before flowing through the energy recovery system, the fresh inlet air has to be dried by being cooled down to about 10°C by a cooling coil, resulting in condensation.
With a residual moisture content of about 8 g/kg, the inlet air now passes through the orthogonal heat exchanger, where it is heated to between 35 and 40°C. It’s then heated further until it reaches the process temperature (approximately 70°C in this example).
Thanks to the integrated energy recovery system, the temperature difference to be overcome here is only about 30°C; without an ERS, the difference would be in the region of 60°C, in other words twice as much. In short, the energy recovery system enables up to 50% savings in thermal energy – equivalent to a reduction of some 20% in the tablet coater’s total energy consumption.
The heat exchange additionally means a lower outlet air temperature, so that installing a new tablet coater is far easier. After passing through the energy recovery system, the temperature of the outlet air has been reduced by more than 50%.
In the example described here, it is emitted into the ambient air at around 20°C instead of 45 to 50°C as before.
Especially profitable for large batches
The ERS’s enormous energy saving potential is most effective in large production machines, which have a proportionally higher air flow per batch. The absolute amount of thermal energy saved is accordingly higher with high throughputs.
This energy saving is accompanied by lower manufacturing costs – a particularly relevant aspect for standard products that are produced in large quantities and have a comparatively low sales value.
As an energy saving measure, the ERS is especially profitable here.
Energy monitoring
The energy saving achieved with the ERS can be precisely measured and mapped with the help of the energy monitor.
This analysis tool records consumption in real time and determines not only the amount of thermal energy saved, but also carbon dioxide emissions from the drum coater.
The energy monitor provides robust data for annual sustainability reports, which are often legal requirement. Energy monitoring is integrated in the tablet coater’s HMI panel and can be supplied as an option.
This innovative energy recovery system is a landmark development on the road to more sustainability in pharmaceutical production.
The ERS is available for all original Romaco Tecpharm equipment and can also be integrated into existing systems if required. Romaco Tecpharm took the first step towards more climate-friendly coating processes with the launch of its Optima product family in 2019.
The manufacturer’s highly automated drum coaters consume significantly less coating suspension, leading to shorter processing times and lower air flow rates – with benefits for both energy consumption and manufacturing costs.
Investments in high-tech solutions are not simply worthwhile from an economic point of view – they are also ecologically sustainable and they ease the burden on humanity and the environment.







