Traditional methods of vaccine production involve the use of fertilised embryonic eggs, chilled to a precise temperature to enable vaccine harvesting. Tarsicio Serena, Telstar, considers the design principles behind blast chillers for egg-based vaccine production.
During the process of viral isolation from ‘embryonated’ eggs and after the incubation time, the virus-inoculated eggs with viable embryos are chilled to <4ºC. This will both kill the embryos and reduce the vessels’ bleeding and prevent blood contamination during the allantoic fluid’s harvesting, which might otherwise interfere with the final test results.
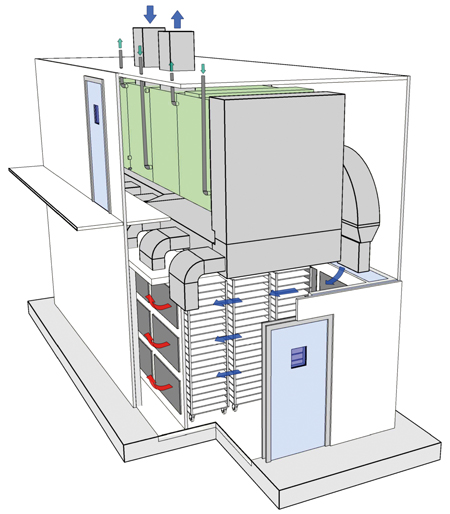
To optimise the process of vaccine production, it is critical to use blast chillers that allow a high throughput (both high egg capacity and fast chilling), that satisfy temperature, humidity and pressure demands within the chamber, and that comply with the bio-safety restrictions.
Telstar develops custom-made blast chillers that meet all these conditions and are designed to the different requirements and nature of each customer’s particular task. An outline of the design considerations that this kind of turnkey solution requires is given below.






