Enzymes can be used to generate enantiopure products under mild reaction conditions, but high yielding enzyme production methods are required to make costs viable. Dr Karen Holt-Tiffin, outlines Dowpharma's new enzyme technology for the production of proteins
Biocatalysis is increasingly gaining widespread acceptance as a viable technology for producing chiral synthons at scale. Recent advances in techniques to optimise enzyme activities and production of "industrially ready" enzymes have contributed to this. DowpharmaSM has been using biocatalysis to manufacture chiral intermediates and APIs for over 20 years. Enzymes have an unparalleled ability to give enantiopure products under mild reaction conditions, but the cost of the enzyme must be kept to a minimum for the overall process to be economically viable. Thus efficient, high yielding methods of enzyme production are required.
Proteins can be produced in different host systems, depending on the characteristics required. These systems can be wild type (host) cells or organisms that contain a foreign gene, encoding for the enzyme of interest, usually being either integrated into the host chromosome or maintained on an extra-chromosomal "vector", such as a plasmid.
For many years Dowpharma has produced a variety of in-house enzymes recombinantly in the bacterium Escherichia coli. This is a widely accepted expression system using known molecular biology techniques. However, production of a high percentage of insoluble and inactive protein (inclusion bodies) can be a problem.
To improve the production levels and process economics of enzyme manufacture, Dowpharma has developed Pseudomonas fluorescens strain MB 101 into a robust gene expression host for the production of proteins (Pfenex Expression Technology).1 P. fluorescens is a gram negative bacterium similar to E. coli. It is a well-characterised, safe strain and grows in an antibiotic-free and animal-free defined media. This system achieves extremely high cell densities and enhanced levels of active soluble protein. Cell densities up to 100g/L of dry cell weight are typically achieved in standard vessels, with no oxygen enrichment and using a simple defined mineral salts media. Pfenex Expression Technology has shown utility in producing a number of enzymes including an a amylase2 and a nitrilase3 in high yields at industrial scale.
Often the protein product of interest is produced inside the cell (cytoplasm) and to isolate this protein, the cells need to be broken (e.g. by homogenisation) to release the enzyme. Protein production in P. fluorescens can be manipulated at the genetic level so that the organism can secrete proteins into the perisplasm (the space between the inner and outer membranes of the cell). Secretion can be of value since simpler methods can be used to recover the protein (mechanical cell breakage is not required). Secretion is typically mediated by a short amino acid leader sequence on the amino terminus of the secreted proteins allowing transport across the inner membrane.
This sequence is removed at the periplasmic face by a signal peptidase. Dowpharma has a number of secretion leader sequences that can be used to investigate the efficiency of peri-plasmic secretion of recombinant proteins.
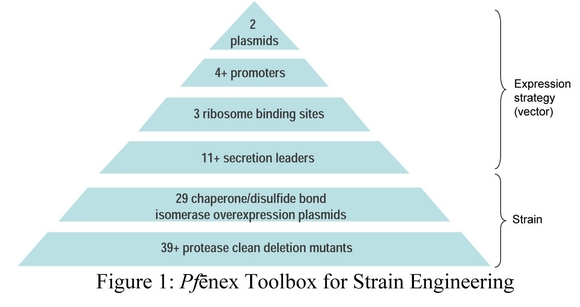
Both the expression strategy (vector) and host strain employed can affect the amount and quality of target protein produced - it is difficult to predict which combination will give the most successful expression. It is, therefore, important to screen as many combinations of host strains and expression plasmids as possible. For this reason Dowpharma has assembled a toolbox representing a large number of strain and vector variants that can be utilised in numerous combinations to produce a range of novel expression hosts. This increases the chance of finding the combination that will produce elevated levels of the target protein (Figure 1).
Knowledge of the Pf MB 101 genome sequence has enabled the identification of specific genes and regulatory elements present in the genome, which were used to build up this toolbox.
With this large number of strain and plasmid variants, a high throughput method of screening is needed to test the multiple host backgrounds and expression strategies in parallel. We have developed a screen utilising molecular biology manipulations and subsequent cell growth in a 96-well format. Very high cell densities are attainable in 2.2 ml, 96-well plates in defined medium, by shaking without oxygen enrichment.
We use high throughput capillary electrophoresis to analyse gene expression through over-production of the desired enzyme within the different wells. The results are output in the form of an SDS gel for easy identification of the enzyme of interest. Previously, using standard molecular biology techniques and shake flask growth studies, we could only explore a fraction of the options and in a much longer time frame.
Once the best expression strategy has been identified, we can develop the fermentation conditions (pH, temperature, time of induction, etc) using a set of 8 x 300 ml fully automated fermenters. Compared with standard single 20L fermenter runs, this cuts the time needed to find optimum fermentation conditions (Figure 2).
We have had particular success using Pfenex to produce our in-house L- and D-amino acylases, which are used to prepare enantiopure ÃŽ±-amino acids. These are important chiral building blocks for the pharma industry. Dowpharma has developed an efficient scaleable synthesis of a variety of L and D ÃŽ±-amino acids which relies on the combination of asymmetric hydrogenation and biocatalysis (figure 3). The use of an aminoacylase to mildly remove the N-acyl group not only enhances the ee of the product, but provides a more environmentally sound solution than using hydrochloric acid. Several products have been manufactured using this method (see figure 4).4 In cases where the asymmetric hydrogenation is not practical, for example L allylglycine, enzymatic resolution of the N acyl amino acid, combined with off-isomer racemisation provides an efficient alternative.
Both approaches require either an L- or D-aminoacylase. We originally cloned and overexpressed an L-acylase from Thermococcus litoralis using an E. coli expression system.5 This enzyme is thermophilic and stable up to 70°C. This can offer advantages for poorly soluble substrates that require heating to aid solubilisation. The enzyme is perfect for industrial use showing a wide substrate range, excellent stereoselectivity and good tolerance of high concentrations of substrate and product. We have also developed an in-house D-acylase from Alcaligenes using an E. coli expression system.Once again, this enzyme has all the properties required to make it suitable for industrial use.
The fermentation of both of the enzymes showed reasonably high expression levels but required the use of complex media. Moreover the enzyme lysate product needed to be "cleaned up" prior to use in a biotransformation to lower protein levels and reduce risk of emulsion formation during organic solvent work up. The total time for production of these enzymes was approximately two weeks - a week for fermentation and harvest and a week for protein isolation.
To reduce the cost of these amino-acylases we investigated the use of the Pfenex Expression Technology to produce the enzymes. The genes were cut and pasted into the standard Pf host. The fermentation used an antibiotic-free and animal-free defined media. Remarkably, a comparison of the best yielding P. fluorescens fermentations with the original E. coli production strain revealed that P. fluorescens produced approximately seven times more volumetric activity for the L-aminoacylase and 18 times more for the D aminoacylase. These elevated production levels help to dramatically reduce the cost of enzymes for the biocatalytic process. In addition, the protein purification process is simplified due to the enhanced purity of the crude enzyme from the fermentation; E. coli-produced enzymes require downstream processing steps to raise the specific activity compared to the "crude" Pf-derived enzymes. The total time for production of the enzymes is now about a week - half that of the E.coli-based production - cutting the cost of the enzyme production.
Pfenex Expression Technology has potential use in the production of several classes of enzymes, increasing yield and lowering the cost of products. The combination of high volumetric and specific expression of a broad range of proteins in a system designed to optimise production of soluble, active and secreted protein makes the technology an attractive alternative for microbial expression of proteins. Where biotransformations are used to make chiral synthons and APIs for the pharma industry, lower cost enzymes mean lower cost products.
CPhI Innovation Award Winner
Dowpharma¢Euro â"žÂ¢s Pfenex Expression Technology was awarded Bronze
in the CPhI Innovation Awards held at CPhI in October last year






