Their dissolution profile and stability are affected by the thickness and homogeneity of the coating layer(s), for example, and their appearance depends on the roughness of the coating film.
For drug products with a tailored dissolution behaviour, it is crucial to reach the specified thickness of the coating layer exactly. Traditional testing is based on sampling a handful tablets from the coating drum and manually measuring either diameter or weight gain.
These methods are statistically not representative and are influenced by both the operator and tablet core variation. Information in terms of coating quality is missing and the off-line nature of the method makes it impossible to use data for automated process control.
A range of techniques have been reported to analyse the coating layer. Scanning electron microscopy (SEM) can measure the tablet coating thickness directly at the surface of a cut or broken tablet.
In contrast to SEM, X-ray computed tomography is a non-destructive method and, as such, the internal structure of the coating layer can be investigated with high resolution.
Owing to the sample preparation effort and long measurement time of single tablets, both methods are only applicable as reference methods. Conversely, spectroscopic methods are suitable for inline monitoring; these include near-infrared spectroscopy (NIRS), Raman spectroscopy, terahertz pulsed imaging (TPI) and optical coherence tomography (OCT).1–6
Currently, the most widely used spectroscopic methods in film coating are NIR and Raman, which measure the coating thickness indirectly by correlating the spectral intensity with the amount of coating material.
However, for each product formulation-specific calibration, models must be developed and maintained — for which significant time, material and human resources are needed.
The penetration depth and, hence, the maximum detectable coating thickness is strongly material dependent. Moreover, only average properties can be obtained.
TPI and OCT are interferometric methods and measure the optical path length through the coating layer and — with a low calibration effort for individual tablets — deliver a direct value of the coating thickness.
However, the refractive index of the coating material is needed to calculate the physical length of the coating layer.
Real-time process monitoring using OCT
The OCT technology uses the interference pattern between a light beam, which penetrates the sample, and a reference light beam to compute images of the internal structure of solid matter.
OCT combines high resolution (down to layers of 10 µm) and fast acquisition rates (up to several hundred thousand depth scans per second).
A typical OCT system consists of a small probe, which is connected to a base unit (about the size of a personal computer) via an optical fibre. The base unit houses a light source, the spectrometer and associated electronics.
The probe is inserted into the tablet coater through the holes of the perforated drum to take a measurement. Therefore, the tablets remain at a constant distance from the probe and the measurement is not affected by the coating spray or other effects occurring inside the drum.
Each single tablet passing the OCT probe is measured separately. This fact provides not only information on the bulk of the tablets, but additionally on the coating variability between tablets (inter-tablet coating homogeneity) and within tablets (intra-tablet coating homogeneity).
Figure 1 shows the OCT probe implemented in an industrial-scale coater.
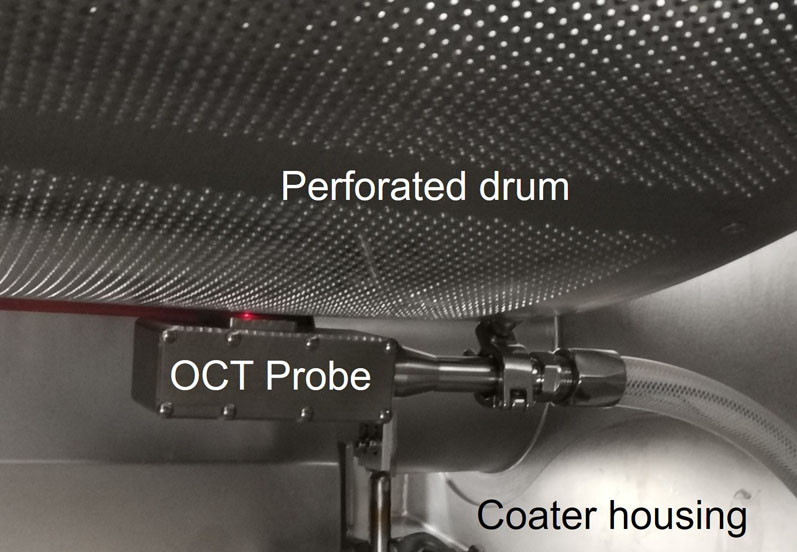
Figure 1: OCT probe taking a measurement through the holes of the coater drum (7)
Inline monitoring technologies, such as OCT, allow both tracking of the coating growth and the observation of influences derived from process parameters and/or material attributes in real-time.
Figure 2 shows the OCT results from coating processes with different conditions, which are clearly reflected in the depicted curves (the points represent mean coating thickness values obtained during one minute of process time).7
In run C, the coating process is faster because of bigger tablet cores compared with the reference run (A). In run D, a higher distance between the gun and the bed was chosen, leading to a slower increase in coating thickness.
The specified coating thickness of 50 µm is reached later. In the same run, a spray failure can clearly be seen after approximately 41 minutes in the OCT data. A lower concentration of polymer in the coating solution in run B also leads to a delayed coating process.
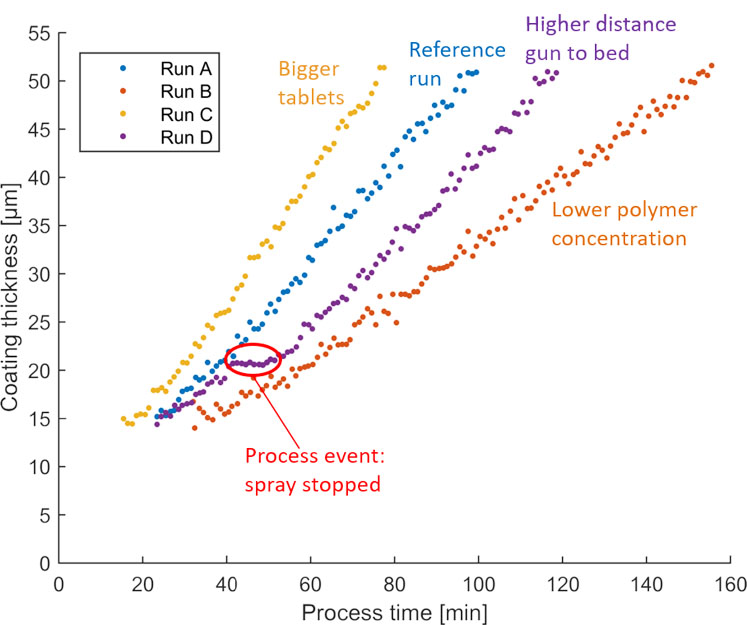
Figure 2: Real-time monitoring of coating thickness with inline OCT for different coating runs in the same coater; mean values calculated for one minute of process time are shown (7)
In addition to coating thickness, OCT also provides information on coating quality in real-time for various conventional coating formulations.8
Figure 3 shows cross-sectional images of three commercial tablets with different coating polymers and dissolution profiles. These are cosmetic (A), delayed release (B) and controlled osmotic release (C) coatings.
The coating formulations are based on HPMC (A), Eudragit L30D (B) and HPMC and cellulose acetate (C) as film forming polymers. The images show that layers with thicknesses ranging from 15 µm (A) up to 155 µm (C), as well as internal porous structures, can be resolved (B).
Algorithms are available to compute a homogeneity value and the coating surface roughness in real-time.9 These results clearly indicate that OCT can support real-time process control actions.
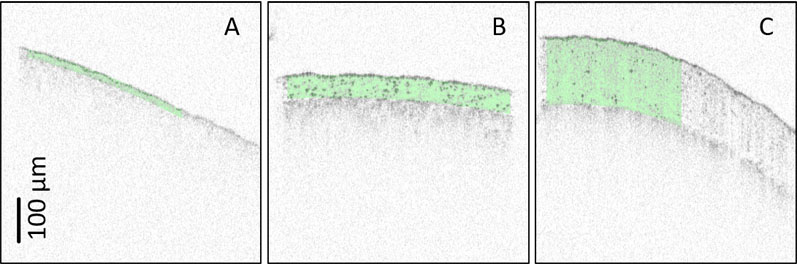
Figure 3: OCT images of commercial tablets acquired inline: (A) = HPMC-based cosmetic coating; (B) = Eudragit-based delayed release coating; and (C) = HPMC/cellulose acetate-based controlled osmotic release coating
In a closed-loop process, coating attributes measured inline are subsequently delivered to a control system. Figure 4 gives an overview of a suggested control loop.
The set point for the controller is provided from models, which correlate the measured tablet coating attributes with the desired CQAs of the drug product. These models have to be developed separately. Either a PID controller or a model-based one can be employed to trigger corrective actions.
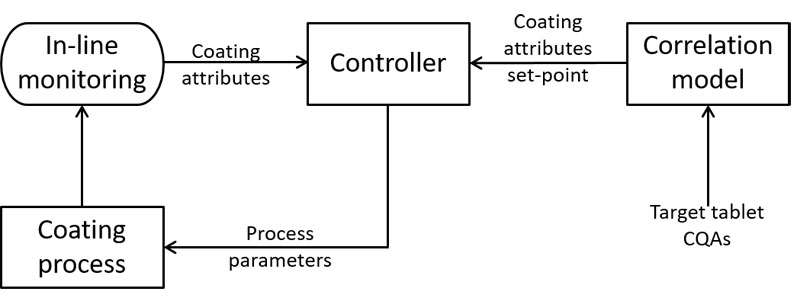
Figure 4: Closed-loop control of a coating process based on data from inline monitoring
Conclusion
With OCT, a state-of-the-art technology is available for the real-time monitoring of coating processes at industrial scale. High acquisition rates enable not only proper end-point determination, but also active process control.
Implementation of an accurate inline monitoring device such as OCT can help to decrease the amount of out-of-specification (OOS) batches. Based on conventional in-process controls, it is challenging to stop the coating process at the optimum stage of coating thickness.
Changes in process time or set-points lead to a shift in coating thickness and, therefore, tablet CQAs. Using real-time data, the process can exactly be stopped at the specified coating thickness.
By implementing closed-loop process control, rapid response to deviations in the coating process can be achieved. Additionally, OCT can provide information on the coating quality.
Compared with established methods, OCT can support both formulation and process development to optimise existing processes.
References
- L. Maurer and H. Leuenberger, “Terahertz Pulsed Imaging and Near Infrared Imaging to Monitor the Coating Process of Pharmaceutical Tablets,” Int. J. Pharm. 370, 8–16 (2009).
- Y. Hattori, et al., “Real-Time Monitoring of the Tablet-Coating Process by Near-Infrared Spectroscopy: Effects of Coating Polymer Concentrations on Pharmaceutical Properties of Tablets,” J. Drug Delivery Sci. Techn. 46, 111–121 (2018).
- J. Müller, et al., “Prediction of Dissolution Time and Coating Thickness of Sustained Release Formulations Using Raman Spectroscopy and Terahertz Pulsed Imaging,” Eur. J. Pharm. Biopharm. 80, 690–697 (2012).
- S. Barimani and P. Kleinebudde, “Evaluation of In-Line Raman Data for End-Point Determination of a Coating Process: Comparison of Science-Based Calibration, PLS-Regression and Univariate Data Analysis,” Eur. J. Pharm. Biopharm. 119, 28–35 (2017).
- H. Lin, et al., “Measurement of the Intertablet Coating Uniformity of a Pharmaceutical Pan Coating Process with Combined Terahertz and Optical Coherence Tomography In-Line Sensing,” J. Pharm. Sci. 106, 1075–1084 (2017).
- D. Markl, et al., “In-Line Monitoring of a Pharmaceutical Pan Coating Process by Optical Coherence Tomography,” J. Pharm. Sci. 104, 2531–2540 (2015).
- S. Sacher, et al., “Shedding Light on Coatings: Real-time Monitoring of Coating Quality at Industrial Scale,” Int. J. Pharm. 566, 57–66 (2019).
- S. Sacher, A. Peter and J.G. Khinast, “Feasibility of In-line Monitoring of Critical Coating Quality Attributes via OCT: Thickness, Variability, Film Homogeneity and Roughness,” accepted for publication in Int. J. Pharm. (2020).
- M. Wolfgang, et al., “Deep Convolutional Neural Networks: Outperforming Established Algorithms in the Evaluation of Industrial Optical Coherence Tomography (OCT) Images of Pharmaceutical Coatings,” Int. J. Pharm. X 2, 100058 (2020).