However, this reaction must be conducted under cryogenic conditions (below −60 °C), which tends to constrain the energy intensive operating window from achieving and maintaining reaction efficiency.
At the same time, it can pose significant challenges regarding the tech transfer of this process to manufacturing sites.
Another constraint is the kinetic competition that takes place between the nucleophilic addition — creating product #3 (Figure 1), which has a fast reaction — and the α-deprotonation of this product #3 with n-HexLi, which results in product #5 (Figure 1), which can substantially reduce the amount of substrate available for the organolithium addition.
Hence, the chemical kinetic selectivity of the desired reaction is dependent on the mixing rate of the reactor.
To solve these two challenging problems and eliminate the need for cryogenic cooling in the synthesis of chiral APIs, this article uses the development of an Ellman addition at industrial-plant scale using flow chemistry as an example. The mixing characterisation of the flow reactor using the fourth Bourne reaction is also outlined.
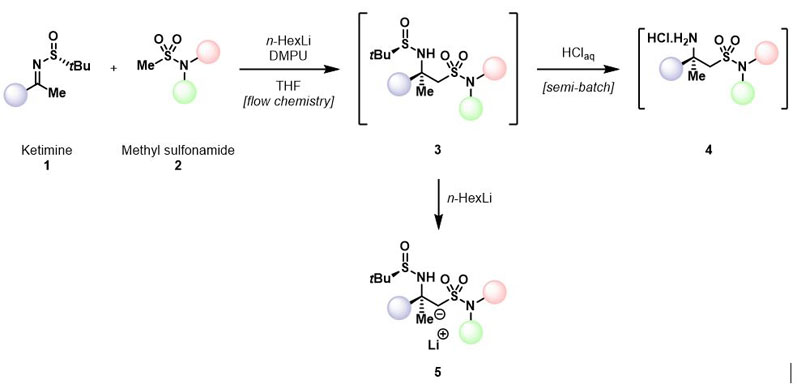
Figure 1: Schematic of organolithium addition to a chiral ketimine
Evaluating the degree of mixing of the flow reactor: fourth Bourne reaction
The fluid mixing efficiency of a vessel has an important effect on the yield and selectivity of chemical reactions, especially for fast reactions (millisecond to second).
In the case of low mixing, the reaction kinetics are faster than mass transfer, which causes concentration gradients in the system that lead to the formation of by-products.
One way to characterise the mixing efficiency of a reactor is to employ a well-documented and highly reliable competitive chemical reaction, such as the fourth Bourne reaction.
This describes the competition between a fast main reaction, which is the neutralisation of the acid (HNO3) with a base (NaOH) — first equation in Figure 2 — and a secondary undesired slow reaction, which is the hydrolysis of 2-dimethoxypropane (DMP) with HNO3 (second equation in Figure 2) to acetone and methanol.
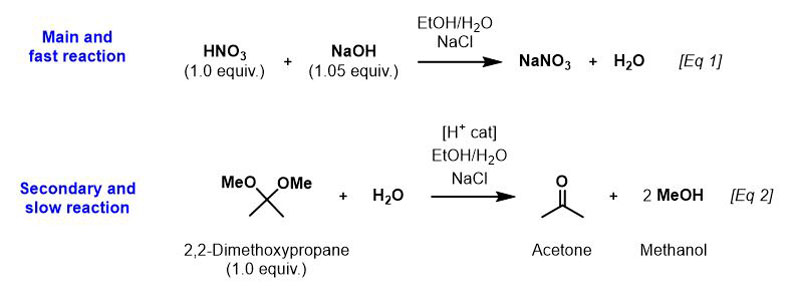
Figure 2: Fourth Bourne reactions
If the mixing is low or, in other words, if the mixing time scale is long, high local concentrations of HNO3 — owing to partial segregation during mixing — catalyse the hydrolysis of DMP and form the unwanted by-products acetone and MeOH (Figure 3a).
By contrast, under perfectly mixed conditions, HNO3 would not be available to catalyse the conversion of DMP because it is consumed by the fast reaction, resulting in high selectivity of the desired product (NaNO3) by the neutralisation of HNO3 by NaOH (Figure 3b).
Thus, the effectiveness of the mixing can be quantified by measuring the concentration of unreacted DMP: the higher the concentration of unreacted DMP, the faster the mixing. In other words, a lower conversion of DMP means better mixing; a higher conversion of DMP means poor mixing.
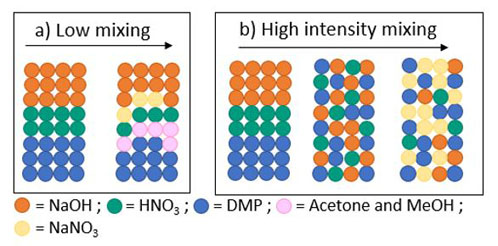
Figure 3: Reactions with poor mixing (a) and those with high intensity mixing (b)
The flow reactor consists of a stainless-steel tube filled with helical static mixing elements (Koflo 0.25” 40-3-12-2). Different mixing point configurations (Y, T, tube-in-tube) were tested.
Experiments showed that the “Y” configuration (Figure 4) enabled superior mixing, which is why only the work on this configuration will be described. In the Y configuration reactor, different nominal pipe diameters (1/4 and 3/8 inches, corresponding respectively to 9.2 and 12.5 mm internal diameters) and different flow rates (117–1110 kg/h) were studied to evaluate the mixing performance.
To run the fourth Bourne reaction, 1600 kg of DMP feed solution (based on 50 kg of DMP) and 800 kg of HNO3/NaOH feed solution were prepared at 25 °C and transferred through the industrial-scale static mixer by pressurising the vessels with nitrogen.
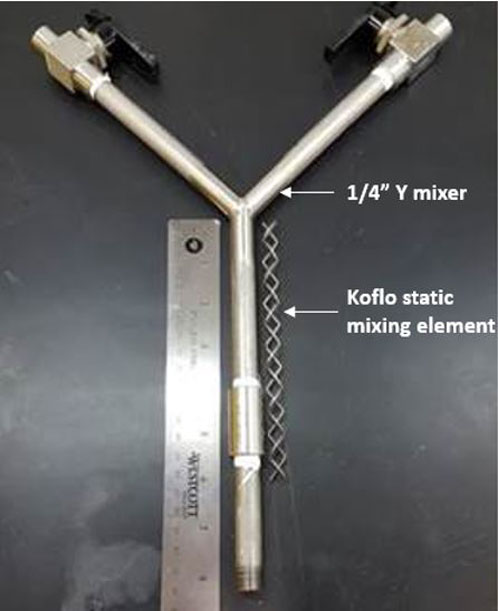
Figure 4 : The "Y" configuration flow reactor (0.25” nominal diameter)
Coriolis type mass flow meters (0–10 kg/min) were used to accurately measure and control the mass flow rate of the two streams while keeping the ratio of the DMP/base solution and acid solution mass flow rates constant at 2:1.
The outlet reaction mixture was collected in a vessel and the conversion of the DMP was determined by gas chromatography. Four samples were taken for each condition tested. Figure 5 represents the experimental set-up.
The conversion averages and standard deviations are shown in Figure 6. Increasing the diameter decreases the superficial velocity of the fluid, resulting in poorer mixing efficiency.
The best mixing (poorest DMP conversion rate) was noted with the 0.25-inch nominal diameter reactor (for a total flow rate of 600 kg/h).
Hence, the fourth Bourne reaction tests at industrial-scale proved that the Y reactor with a 0.25-inch nominal diameter was suitable for mixing sensitive reactions with rapid kinetics — such as an Ellman addition — enabling a reduction in the amount of undesired α-deprotonation and the use of milder temperature conditions (–20 °C instead of –60 °C).
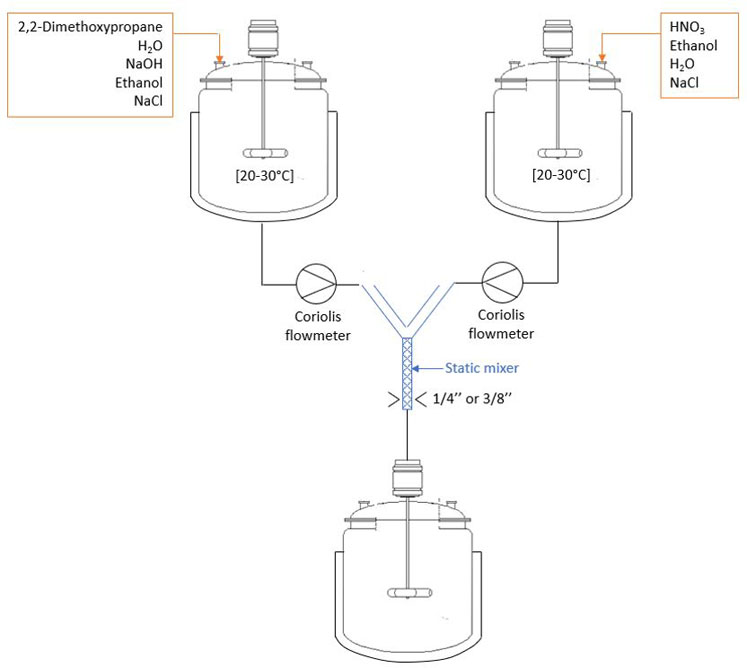
Figure 5: The experimental set-up for the fourth Bourne reaction into the "Y" configuration flow reactor (1/4 and 3/8 inch nominal diameters were used)
Ellman addition at industrial-scale in a continuous process
The Ellman addition was therefore implemented into the “Y” configuration flow reactor with a nominal diameter of 0.25 inches, corresponding to a 13.7 mm external diameter and a 9.2 mm internal diameter. The length of the static mixer measured 152 mm and the internal volume of the static mixer was about 10 mL.
To eliminate the fouling associated with continuous deprotonation, a lithium anion (#6 in Figure 7) was generated in a batch reactor, which was maintained at a low temperature (−20 °C) to minimise its decomposition with time. The additive DMPU was used to solubilise product #2 (Figure 7).
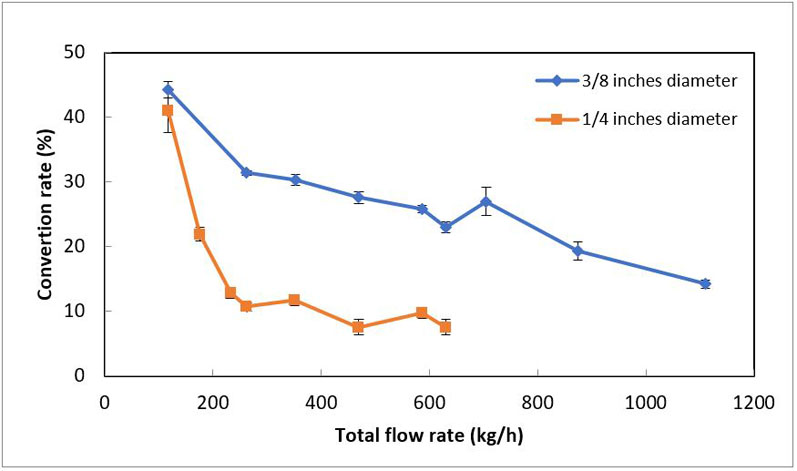
Figure 6 : Conversion rate of the fourth Bourne reaction versus total flow rate for two "Y" configuration reactors (1/4 and 3/8 inch diameters
Both reactants (#1 and #6) were delivered by pressurising the feed vessels and feeding the solutions through inline filters and the same Coriolis mass flow meters as the fourth Bourne reaction.
Feeding from pressurised vessels rather than using pumps eliminated any pulsing that might vary the feed ratio and, subsequently, the reaction conversion.
By continuously measuring both the mass flow of each reactant and the controller valve position, any fouling would have been detected as an increase in the pressure drop and a concurrent opening of the respective control valve to maintain the mass flow set point.
Heat exchangers (HE) were used to cool the two individual streams to –20 °C before they were fed into the static mixer, eliminating the need for specialised cryogenic equipment.
Three temperature probes were integrated into the continuous system: two were placed immediately after the HE on each stream and one was located at the exit of the reactor.
At the outlet of the continuous reactor, product #3 was quenched in a hydrochloric acid solution at 20 °C to obtain the desired product (#4) and yield was calculated by weight assay in solution.
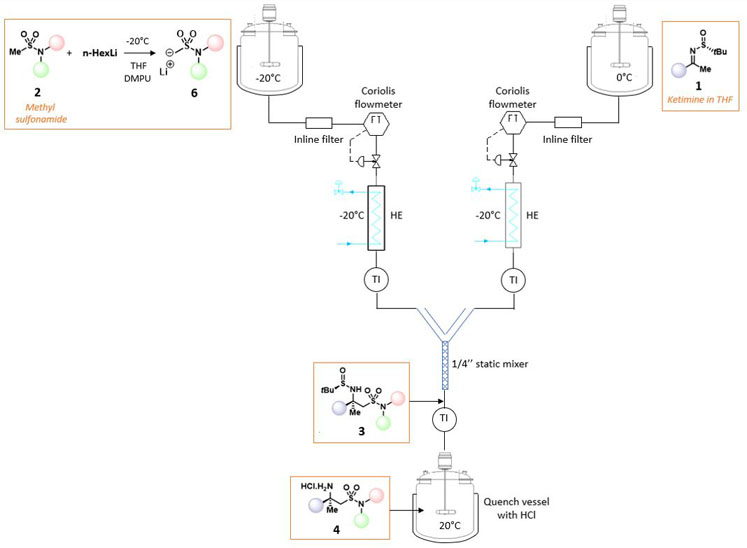
Figure 7: The experimental set-up for the fourth Bourne reaction using the "Y" continuous reactor
The flow synthesis was done using an initial batch size of 189.0 kg of reagent #1. A total flow rate of 600 kg/h was chosen as it led to the best mixing conditions according to the Bourne tests, with a ratio of #6 stream and #1 stream mass flow rates remaining constant at 2:1 (400 kg/h and 200 kg/h, respectively).
Considering the density of THF at –20 °C, the residence time was therefore approximately 56 ms. Figure 7 represents a simplified process flow diagram that reflects the overall configuration.
The reaction was conducted for 4 h at industrial-scale and, after several extractions, 253.4 kg of product #4 were obtained at a yield of 96-97%.
These results demonstrate the feasibility of the optimised process at kilogram scale and the robustness of the industrial-scale flow reactor, enabling the Ellman addition to outpace fast deprotonation of the electrophile, a side reaction that is unavoidable in batch.
The static mixer flow reactor offers fast micromixing, thereby enabling significant improvements in yield of the desired reaction and eliminating the need for cryogenic cooling.