
In many instances, there is a tendency to investigate new trends or developments in automation during which the fundamentals — the basic blocking and tackling of efficient tablet production — are overlooked.
In most production environments, there is potential to materially improve overall efficiency by focusing on the key parameters that drive overall equipment effectiveness (OEE), including production output, yields, uptime and labour requirement.
This paper will take a back-to-basics approach to highlight actionable improvements in any production environment.
Optimising tablet press output
For most tablet products, the press speed range (including maximum press speed) is defined in the process validation protocol. Considering this, any effort to increase production speeds must incorporate an understanding of this constraint.
Although the press speed range should be based on process capability, in some instances the values are historic.
Knowing this, assessing the current process capability is always a good place to start determining how well the process is under control — and what the potential is to increase the turret speed (and therefore production) while maintaining critical quality attributes (CQAs).
The process capability (Cp) can be calculated for tablet weight, thickness and hardness for any product as follows.
Cp = (USL – LSL)/6 * Σ
In this equation, Cp = process capability index, USL = upper specification limit, LSL = lower specification limit and Σ = standard deviation.
Nominal process capability values of 1.33–1.50 or higher are generally indicative of a process that is under control; process capability indices of greater than 2.0 would suggest that an increased press speed is possible while maintaining process quality.
Increasing press speed will decrease both feeder dwell time — the time that the punches are beneath the feeder — and compression dwell time, which is the time it takes for the punch head flat to travel across the compression rollers.
This means that higher press speeds have the potential to create expanded tablet weight variation owing to reduced die fill time … as well as lower tablet hardness owing to a shorter dwell time in which compression force is applied.
If it is possible to increase the press speed within the validation process range and maintain an acceptable level of process capability, then this is a logical first step toward optimised press efficiency.
A second way to materially increase output performance comes with leveraging multiple turrets to maximise output for every tablet size. Most modern production machines offer a series of interchangeable turrets.
With knowledge of the different tooling sizes and standards, the selective use of multiple turrets can have a considerable impact. For a modern, single-sided rotary press, typical turret options are shown in Table I.
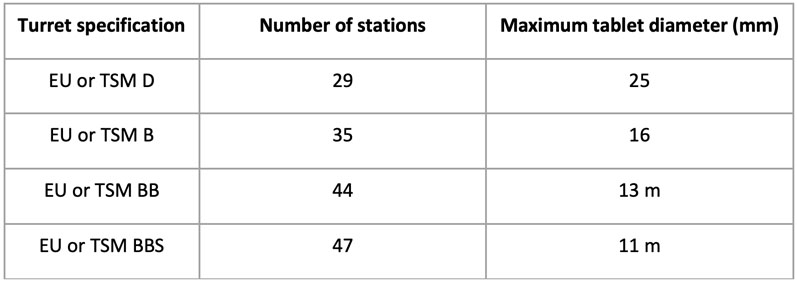
Table I: Typical turret options for modern single-sided rotary presses
Regarding the various press tool standards, it is critical to understand that the EU/TSM B, the EU/TSM BB and the EU/TSM BBS press tools are identical; only the die diameters are progressively smaller.
With identical upper and lower punch tool geometry, the compression dwell time is equivalent at the same press speed for these tool sizes. The feeder dwell time is also the same as the punch is travelling at the same linear speed across the same feeder opening.
For example, a 10 mm diameter tablet running on a TSM B turret with 35 stations at 80 RPM will produce 168,000 tablets per hour.
If the same tablet is produced at the same press speed with a 47 station TSM BBS turret, the output becomes 225,600 tablets per hour: an increase of 34%. The return on investment (ROI) on the additional turret and transport cart is then a simple calculation — and typically well worth it.
By aligning tablet size to turret selection, the output can be maximised throughout the product portfolio without increasing the validated speed range.
In addition, the use of multiple turrets — which entails the potential to clean, prepare and tool turrets offline for fast changeovers — also can have a material impact on efficiency by significantly reducing overall downtime.
Maximising tablet press yields
Across all batch sizes, a clear, consistent objective is maximising the number of good tablets that can be produced while minimising inevitable product loss. In general, product losses can be categorized as
- start-up scrap
- in-process losses
- sampling losses
- batch end scrap.
For most products — and those with highly potent active pharmaceutical ingredients (HPAPIs) in particular — it is necessary to generate a complete reconciliation to account for the total batch weight.
This means the total of all loss sources plus the total good tablet weight must align with the total starting weight of the batch. For most modern tablet presses producing a single-layer tablet, production yields of 95–99% are achievable.
Start-up scrap is generated when the process parameters of the machine are being established to achieve the required product weight, thickness and hardness.

Often, and certainly at higher press speeds, considerable losses can be generated if the operator must make an iterative series of adjustments before settling on the proper settings.
The best way to minimise start-up scrap is to utilise a product recipe capability in which a comprehensive list of optimised machine parameters is stored and retrieved automatically.
Most modern tablet presses offer such a capability wherein the product recipe system will automatically configure the tablet press, including settings for press speed, dosing position, tablet thickness, press force settings, punch lubrication system settings and sampling/parameter settings for an inline tablet tester.
For most products — specifically those that don’t have a major disparity in batch-to-batch variability — the product recipe system will put the product “in spec” with only minor subsequent adjustments to centre the process at the target setpoints.
In-process losses include material lost from the feeder and either recovered or not recovered in the dust collection system. First, most modern tablet presses have advanced feeder seals that are designed to maximise production yields.
These seals eventually wear out and require replacement from time to time (based on the processing parameters and the nature of the material being produced). The granulation particle size also can have an impact as fines will always be harder to contain in the feed frame.
In addition to inspecting and intermittently replacing feeder seals as required, the dust extraction volume — the amount of air pulled from the compression zone through dust extraction nozzles — is also a critical parameter.
In many applications, the tablet press is connected to a central house dust extraction system and the dust extraction volume can be impacted by the number of machines connected at any given time.
Especially in these instances, it is beneficial to install a sensor to measure the dust extraction pressure in the compression zone or dust extraction main duct, and to maintain this indicator at an optimal level that ensures extended operation and minimal material losses.
Many modern tablet presses offer an integrated system that includes a pressure sensor that monitors dust extraction and allows users to control a motorised damper for consistent/optimised dust extraction independent of factors elsewhere in the plant.
This facilitates the reliable control of an optimal dust extraction level to keep the press clean and minimise product losses during operation.
In-process losses can also come from tablets rejected by the control system during batch production. Most advanced control systems include an automatic tablet rejection capability that permits single tablets, or a group of tablets, to be rejected based on compression force.
Individual compression forces that violate preset upper and lower limits allow tablets to be rejected throughout the speed range of the machine. In general, these systems are intended to identify and reject outliers associated with a poor die filling or overfilling of the dies with fines.
If the tablet rejection system is working constantly, then the process is clearly not in control and adjustments to the machine setup, including a reduction in press speed, may be warranted.
Most single-tablet rejection systems are complemented by an electronic audit trail capability that tracks the number and source (punch station) of the tablets being rejected.
Excessive rejects from the same punch station can point to a problem with the press tooling — such as picking, sticking or damage to the face of the tool — that can be resolved by replacing the affected punch station.
Part II will address the issues of sampling losses and batch end scrap, and take a deep dive into increasing production uptime and semi-attended operation.






