
Until recently, achieving fine granulation meant lower productivity. Andy James, at Netzsch Mastermix, argues that with high density bed jet mills this is no longer the case
Jet mills, including designs such as spiral, loop, opposed and fluidised bed, are commonly used in the pharmaceutical industry to produce the superfine powders required for many drugs. The mills pulverise materials in a chamber by propelling particles into each other and into either the chamber wall or an impact plate at high velocities using multiple jets of air or steam. Because size reduction is the result of high-velocity collisions between particles of the process material, rather than collisions with grinding media, jet mills virtually eliminate the risk of contamination or attritional heat, making them ideal where high levels of purity are required or where heat-sensitive materials are involved.
However, conventional jet mills have had some drawbacks. For example, in spiral and loop jet mills, the level of fineness that can be achieved depends on the feed rate; higher feed rates generally result in coarser powders, which means that manufacturers often have to compromise between a high level of throughput and the fineness of grind.
In opposed and fluidised bed jet mills, the level of fineness that can be achieved is a function of the classifier tip speed and airflow. However, most classifiers are also limited in their ability to handle high throughput levels at a fine particle size distribution and, again, some sort of compromise may be required.
A recent development in this field is the high density bed jet mill, which combines the best aspects of spiral jet milling with an advanced air classifier to offer precise particle size control at high throughput levels.
spiral jet limitations
To understand how the new jet mill works, it is first helpful to understand the limitations of a conventional spiral jet mill related to classification.
In powder processing, classification is generally defined as the separation of bulk materials according to settling velocity in a fluid (usually a gas, but sometimes a liquid). It is used to separate heavy particles from lighter particles, high aspect ratio particles from round particles, or fine particles from coarse particles. The settling velocity depends on the particle shape, density and size, as well as the fluid viscosity and density. External classification is used in many grinding operations (e.g. ball mill systems often use external classifiers in mineral processes), while internal classification is used in mechanical air classifier mills or fluidised bed jet mills to control the maximum particle size.
Conventional spiral jet mills feature an internal static air classifier that operates on a free vortex principle, i.e. both the feed material and air jets enter the classifier tangentially and are drawn into the classifier by a downstream exhaust fan. Coarse particles, influenced by the mass force (a function of their velocity as they enter the classifier), migrate to the periphery of the spiral jet mill, where they undergo collisions to be reduced in size. Fine particles, which are influenced by the drag force imparted by the fluid, are carried out with the fluid to be conveyed to a downstream collector.
The only way to decrease the particle size exiting the mill is to increase the force of the air jets or decrease the amount of feed material entering the mill, both of which have undesired consequences: increasing the air jet force increases energy consumption, while decreasing the material feed reduces throughput. However, even at lower throughput levels, the resulting particle size distribution is not exact. The higher airflow needed to achieve a smaller particle size often creates additional fines, and some coarse particles are allowed to exit the mill into the product stream.
fluidised bed improvements
To avoid the classification problems found with a spiral jet mill, some companies use fluidised bed jet mills (see Fig. 1). A fluidised bed jet mill has high pressure gas nozzles positioned around the mill housing. The high velocity gas jets from the nozzles accelerate particles up to 540m/s (depending on pressure and temperature), and size reduction is a result of inter-particle collision.
Unlike the free vortex classification of a conventional spiral jet mill, classification in a fluidised bed jet mill operates on a forced vortex principle in which mass force is exerted by the peripheral velocity of a mechanical classifier wheel. Coarse particles, influenced by the mass force, are rejected back to the milling chamber, while fine particles, influenced by the drag force imparted by the fluid, are carried with the fluid through the classifier wheel.
Increasing the peripheral velocity of the classifier wheel increases the mass force on the particles, rejecting more particles and resulting in a finer fines fraction. Conversely, increasing the airflow through the classifier wheel increases the drag force in the particles, allowing larger particles to pass through and resulting in a coarser fines fraction. An air-purged fines outlet prevents any oversized material from bypassing the classifier wheel, while ground material exits the mill for collection downstream.
The internal classifier wheel in fluidised bed jet mills provides exact, reproducible control of particle size distribution. A load cell controls the bed level in the mill, balancing the incoming feed with product discharge. As a result, internal circulation can be up to 20 times that of the mill throughput.
While the performance of a fluidised bed jet mill is sufficient for many applications, there are some drawbacks that make this technology less than ideal for some materials. For example, a residual quantity of material remains in the mill following each run, which is undesirable with materials that are hazardous, toxic, pyrophoric or of very high value. Additionally, very low density materials cannot ‘settle’ easily in the upward flow of gas in a fluidised bed jet mill and, therefore, cannot be processed as efficiently as high-density materials.
optimised throughput
The continuous high density bed jet mill was designed to overcome all of these limitations. The mill features an operating principle similar to that of a spiral jet mill. The feed material is conveyed into the high-density bed through an injector, while the grinding gas enters the mill periphery, accelerating the particles in the bed and reducing particle size through particle-to-particle impact (see Fig. 2).
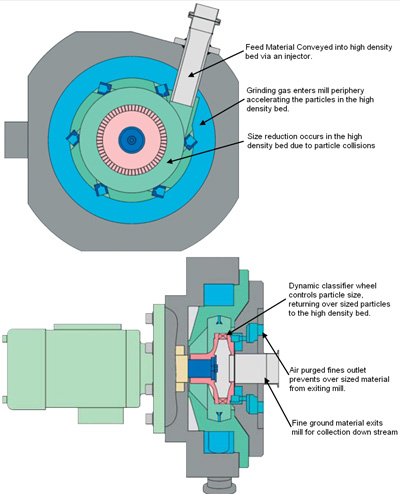
Fig. 2: Operation of the high density bed jet mill
Unlike the spiral jet mill, the high-density bed jet mill features an integrated dynamic air classifier that provides exact and reproducible particle size control, similar to the classifier found in the fluidised bed jet mill. However, because of the high concentration of material in the high density bed, efficiency can be higher than in fluidised bed jet mills, especially when processing low density materials. Additionally, minimal residual material remains in the mill after a run, resulting in less waste, less storage, safer handling and reduced cleaning downtime.
The mill also features a compact design that requires less floor space, and smaller mill sizes are available that can be easily installed in a glovebox or a downflow booth.
The high density bed jet mill provides value-added processing through high product quality, finer particle size distributions, steeper particle size distributions and reproducible results. Compared with a conventional spiral jet mill, the high-density bed design provides fineness independent of product loading, which allows for higher feed rates and a higher capacity and reduced specific energy. Compared with a fluidised bed jet mill, the high density bed jet mill offers more efficient processing of low density materials, as well as less risk of contamination from residual materials.
The ultimate result of all of these factors is that manufacturers are able to achieve both a fine particle size and high throughput grinding.






