Catalysts are key to more profitable and sustainable chemistry. Dr Sarah Houlton looks at some recent examples of smarter API synthesis aided by catalysts
Without catalysts – whether chemical or enzymatic – the processes used to make many APIs would be far more expensive inefficient. Whether the catalyst speeds up the reaction, increases yield, improves selectivity, allows reactions to run at a lower temperature, or reduces raw material use, it can make a huge contribution to the sustainability of chemical processes.
Catalysts can facilitate reactions that might otherwise not have been possible, which can result in a far more efficient overall synthetic route. They can also be the most effective way of introducing chiral centres into an API molecule by directing the synthesis to one enantiomer or the other.
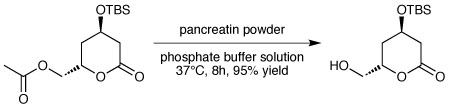
Several of the statin drugs used to reduce cholesterol levels contain related chiral 3,5-hydroxy side-chains. A number of methods for the production of this side-chain have been developed, including the biocatalytic route developed by Codexis for Pfizer's atorvastatin (Lipitor) that won the EPA Presidential Green Chemistry award in 2006. Another enzymatic route has been reported by Slovenian generics company Lek Pharmaceuticals.1 The firm used pancreatin powder to facilitate the synthesis of a lactonised side-chain intermediate designed for use in the Wittig reaction that attaches the side-chain to the rest of the molecule.






