
As a trusted supplier and long-term partner to the pharmaceutical and biotech industries, GEA equipment stands for high performance, quality and reliable trouble-free operation.
With a portfolio that includes highly customisable industrial freeze dryers (with condenser capacities up to 1000 kg) and the well-known Automatic Loading and Unloading Systems (ALUS®), including stationary conveyor and transfer cart solutions, GEA benefits from a wealth of project solving expertise based on knowledge, experience and innovation.
The current and universal issue that affects every organisation and process is the environment. GEA takes the health of the planet very seriously and, like its customers, other pharmaceutical companies and peers, has committed to sustainability targets.
In terms of greenhouse gas reduction, for instance, plans are in place to reduce Scope 1 and 2 emissions (direct and indirect emissions controlled by the company) by 60% by 2026.
This will be increased to 80% by 2030, by which time Scope 3 emissions (not controlled by the company) will be lowered by 27.5%. The company aims to achieve Net Zero by 2040.
Innovation targets
GEA fully understands that product and process innovation must improve the sustainability of its equipment, particularly regarding emissions derived from steam, electricity and refrigerant leakage.
Operationally, the power needed to drive a freeze dryer’s refrigeration system accounts for more than 60% of its total energy consumption. In addition, long process durations exacerbate energy consumption and it’s known that vacuum systems and their control are extremely inefficient.
As Thomas Beutler, Senior Director of Lyophilization Technology Management, notes: “Using a nitrogen bleed to regulate the chamber pressure is like driving a car at full throttle and controlling its speed with the handbrake!”
Some solutions are already available to help users and operators to achieve their sustainability goals, such as the LYOAIR® cooling system, which uses natural refrigerants, and novel concepts such as microwave-assisted and atmospheric spray freeze-drying.
But, when it comes to process optimisation in the world of lyophilisation, there’s more to come.
Planting the seeds
With a wealth of experience in process optimisation at its core, GEA has been helping its global customers to overcome production hurdles for decades. A long-established and trusted tool in this environment is the use of computational fluid dynamics (CFD) simulation.
Using a virtual benchtop freeze dryer, a range of test inputs and process conditions can be assessed and reviewed. Some examples include the plant configuration (geometry) and process conditions — including sublimation flow rates, refrigeration temperature and/or the ice thickness on condenser coils.
By examining performance indicators such as chamber pressure, the distribution of ice growth rates and the lowest controllable parameters, problems such as bottlenecks and causes of pressure loss can be identified and remedied.
To cite a specific example, a sublimation rate limiting issue was located with the mushroom valve of a LYOVAC® FCM 700-D. CFD analysis revealed that simply changing the size of the valve could eradicate this issue.
By optimising the design, not only could the peak velocity be reduced, but the lower minimal controllable pressure also meant that there was a decreased risk of “choked flow.”
In summary, the design changes that resulted in lower velocities near the condenser coils contributed to less likelihood of ice-related blockage and a more uniform ice growth rate.
Another example highlighted the effect of different fluid condenser temperatures during processing. At a sublimation rate of 35 kg/h and at a chamber pressure of 0.067 mbar, the peak velocity was recorded at 710 m/s when the temperature was set at –90 °C.
The lower pressure at these conditions meant that the condenser coils were susceptible to very high ice growth rates near the mushroom valve. However, by changing the temperature to –55 °C, the peak velocity could be reduced to 460 m/s, which negated this risk.
CFD showed that the flow around the product shelves was almost unaltered — despite the large change in condenser temperature — and the uniformity of sublimation remained constant.
Other examples have helped to overcome issues regarding non-homogenous ice growth rates. Temperature modulation addresses vapour velocity rates and implements a standard vapour speed at different sublimation levels.
All of which prove the ingenuity and expertise of GEA scientists. But they felt that there was a better yet undefined solution. A universal methodology was required that took a more holistic approach to proactively making the process of pharmaceutical freeze drying more sustainable and more energy efficient.
LYOVAC ECO Mode: a solution for tomorrow
With a focus on saving both energy and media, GEA’s new LYOVAC® ECO Mode combines dynamic condenser temperature control and mushroom (chamber/condenser) valve regulation to optimise the lyophilisation process.
Thomas Beutler explains: “Our new algorithm changes the set point of both the fluid condenser temperature and the position of the mushroom valve during drying."
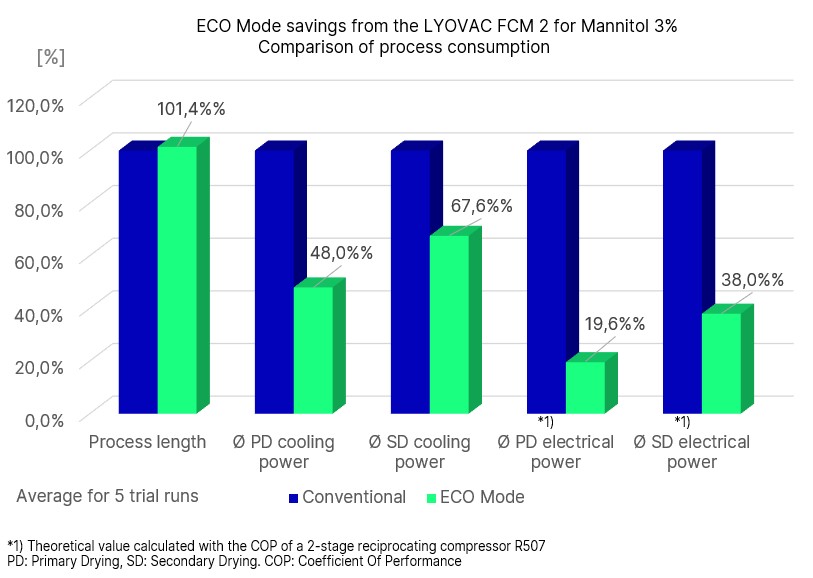
Figure 2: ECO Mode energy savings during trials run with 3% mannitol
"What this means is that there’s no longer an actual fixed temperature for the condenser … but it’s optimally matched to the ongoing process and no colder than absolutely necessary.”
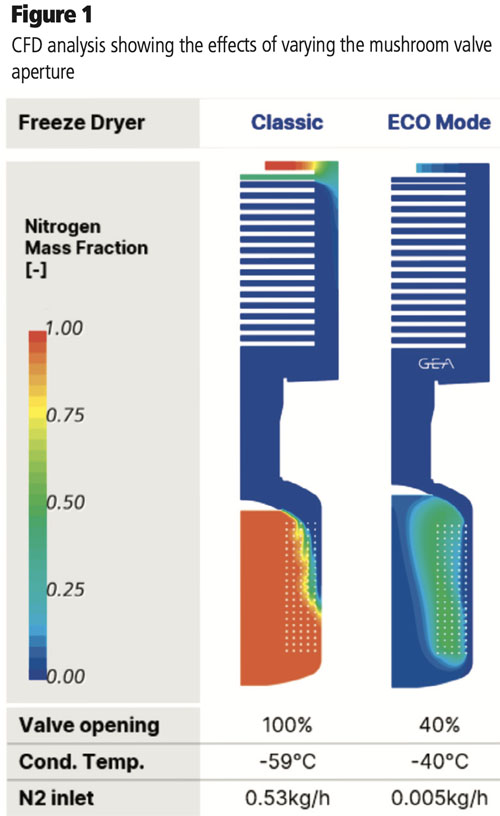
In addition, the mushroom valve opening position can optionally be used as an extra control mechanism … as well as the nitrogen inflow rate.
This allows the freeze dryer to reach the same chamber pressure, but with warmer condenser coils. As a result, less nitrogen is needed to control the pressure. The system can also be augmented with a virtual sublimation sensor if required (Figure 1).
“With 20 °C warmer condenser coils, we can save up to 60% of the energy used for cooling,” adds Thomas, “with no expected adverse effect on the freeze dryer’s ability to handle existing product recipes.”
Putting theory into practice
A series of initial tests was done using a LYOVAC FCM 2 to compare the coefficient of performance (COP) and process energy consumption of the ECO Mode with the theoretical value of a two-stage reciprocating compressor (R507).
Using 3% mannitol as the test product and taking an average of five trial runs, the results were impressive (Figure 2).
In both situations (with a constant condenser temperature of less than –70 °C for the classic mode and a dynamic condenser temperature not colder than –53 °C for the ECO Mode) and using pressure rise measurement (PRM) to determine the end of primary and secondary drying, the processing times for both the classic and ECO Mode were very similar.
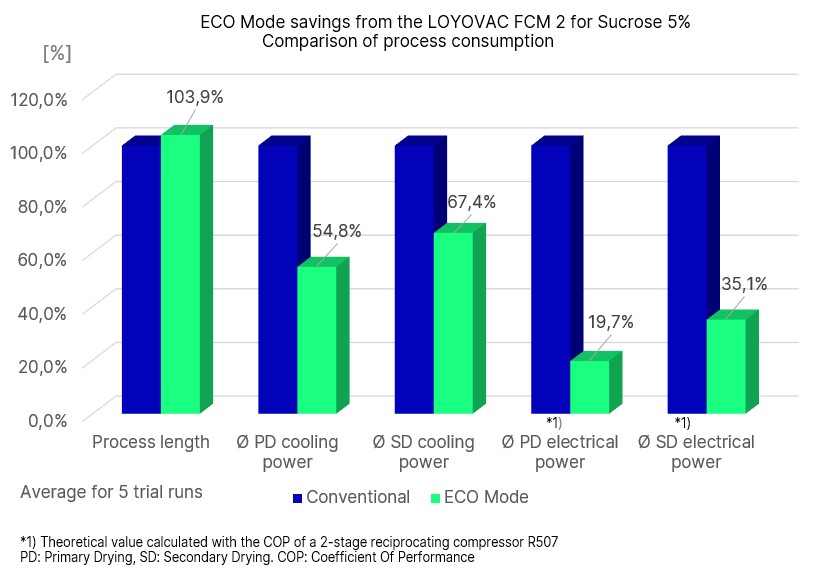
Figure 3: ECO Mode energy savings during trials run with 5% sucrose
No effect on residual moisture was observed and it was calculated that more than 50% of the cooling capacity could be saved during primary drying (PD).
During secondary drying (SD), the energy savings were lower because of the lower set pressure. Yet, because of the COP, the electrical power savings in the fluid compressor were significantly higher. Further trials were then done with 5% sucrose (Figure 3).
Again, based on an average of five runs, the ECO Mode process time was slightly longer; but, as per the mannitol tests, more than 45% of the cooling capacity could be saved during PD.
Likewise, significant electrical energy savings could be made with no influence on residual moisture.
In summary
Commenting on the findings/results, Thomas notes: “The energy saving potential in terms of condenser cooling is huge … but it’s essential right now to run more trials with other products and recipes and collect more data.”
Looking to build and test the first production-scale plant with ECO Mode during the summer of 2024, Thomas acknowledges that the electrical power savings determined using the COP trials must be measured and verified in the real world for a freeze dryer with compressors.
Yet, he’s optimistic that the final algorithm will be retrofit-compatible with any unit with a fluid condenser. The option to run existing processes in classic mode will remain.
Otherwise, the ECO Mode will be a selectable recipe parameter that, he hopes, that will transform the future of planet-friendly freeze drying.







