Wet granulation is frequently employed during the manufacture of oral solid dosage forms to convert fine and cohesive ingredients into more uniform, free-flowing granules that are optimised for downstream processing.
The overall aim is to make the process more efficient, improve the throughput and produce tablets with the required critical quality attributes. To achieve these goals, it is necessary to identify the granule characteristics that can be used to predict specific tablet properties.
During wet granulation, the constituents of the oral solid dosage form blend are combined, along with water, to form granules with a homogenous composition.
These granules then undergo further processing — drying, milling and lubrication — to produce an optimal feed material for the tablet press.
The properties of the feed can be controlled by manipulating certain processing parameters, including during granulation, which are fundamentally influenced by factors such as water content, powder feed rate and screw speed. By altering these variables, granule properties can be adjusted to ensure optimal performance.
To produce granules with specific properties, however, it is necessary to understand how critical process parameters impact the properties of the granules. Equally important is understanding the correlation between granule properties and the finished tablet. This study shows how dynamic powder testing can help to meet these objectives.
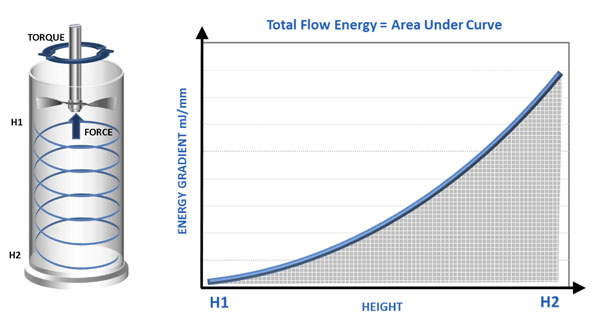
Dynamic powder testing provides a direct measure of the properties of a powder in motion, allowing powders to be characterised while being subjected to conditions that represent the actual process environment. Dynamic properties can be measured during powder consolidation, under low stress, aerated or even fluidised conditions to generate process-relevant data.







